Advanced Production Process
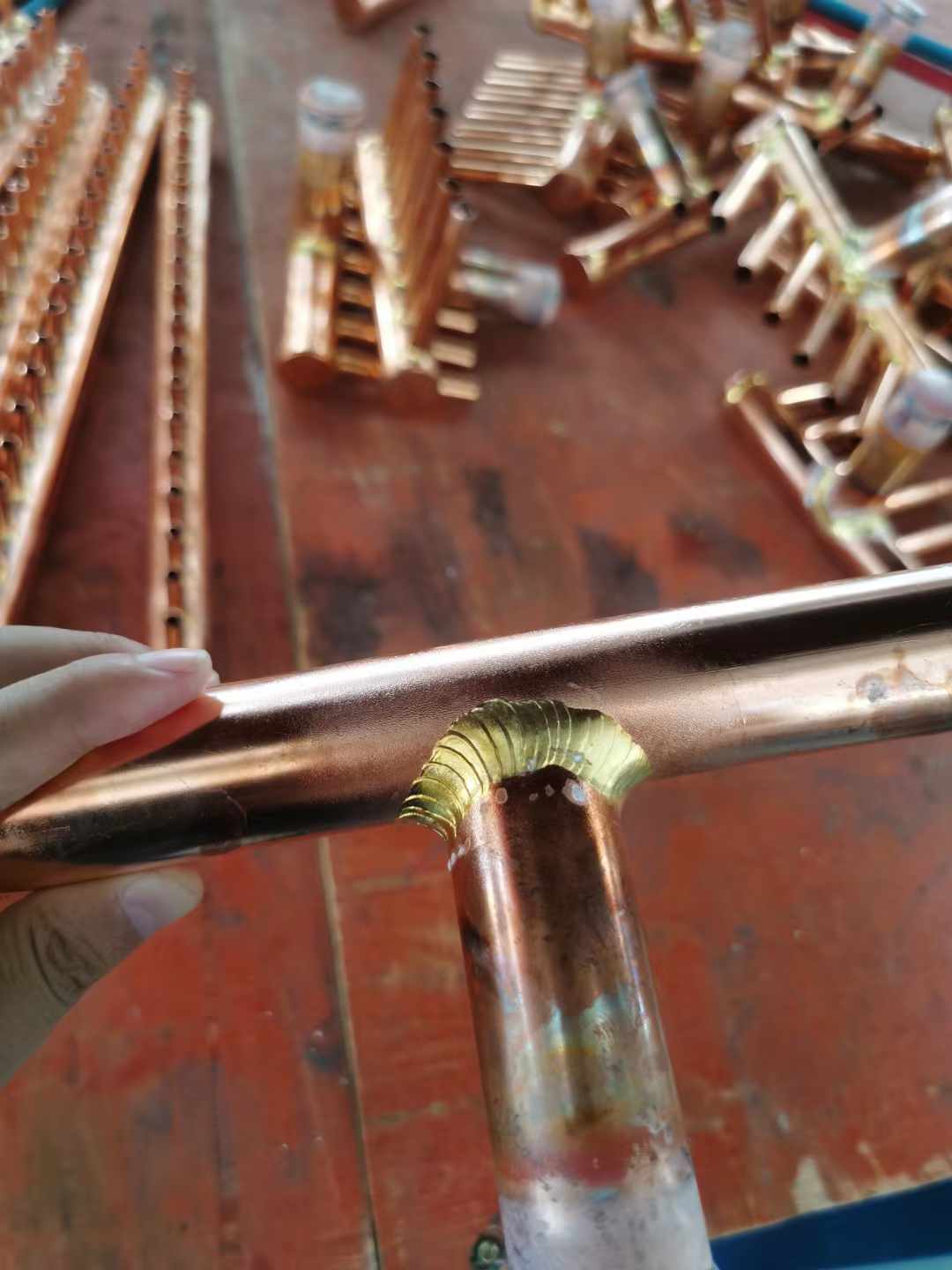
The company has a sophisticated production process including steps like punching, cutting, bending, tube - threading, expanding, plate - mounting, and various inspection procedures. Each step is carefully executed to ensure product quality. For example, the advanced tube - expanding machine makes the contact between steel tubes and aluminum fins closer, enhancing heat transfer efficiency.